
اهمیت جوشکاری قوطی پروفیل در صنایع مختلف
جوشکاری قوطی پروفیل یکی از روشهای اصلی وصل کردن قطعات فلزی به یکدیگر است. این روش به دلیل ایجاد اتصالات قوی و یکپارچه به طور گستردهای در صنایع مختلف مورد استفاده قرار میگیرد. جوشکاری نه تنها استحکام و دوام سازه را افزایش میدهد بلکه به دلیل افزایش سرعت اجرا و کاهش نیاز به دیگر اتصالات مکانیکی، هزینههای ساخت را هم به طور محسوسی کاهش میدهد. با استفاده از جوشکاری و انتخاب روشها و پارامترهای مناسب، میتوان اتصالاتی با کیفیت بالا و دوام مطلوب در سازهها ایجاد کرد. در آییننامهها و استانداردهای ساختمانی میتوانید تمامی اطلاعات مربوط به آموزش جوش دادن پروفیل را مشاهده نمایید.

آماده سازی پروفیلها قبل از جوشکاری
آمادهسازی پروفیلها قبل از جوشکاری، کلیدی برای دستیابی به یک اتصال پایدار است. آشنایی با این موارد برای جوشکاران، مهندسان و سایر افراد فعال در صنایع مختلف از اهمیت بالایی برخوردار خواهد بود. نکاتی که هنگام جوشکاری قوطی پروفیل باید رعایت شوند را در ادامه شرح خواهیم داد:
تمیز کردن: عاری بودن سطح پروفیل از هرگونه آلودگی عنصری ضروری است. مرسومترین روشهای تمیز کردن قوطیها عبارتند از برسزنی و سندبلاست. استفاده از حلالهای شیمیایی و یا ترکیبی از روشهای فوق هم تاثیر بسیار مثبتی بر تمیز شدن ورقها دارد.
تراز کردن: تراز بودن پروفیلها به طور مستقیم بر یکپارچگی اتصالات تاثیر میگذارد. این مورد باعث تثبیت قوطیها هنگام عملیات جوشکاری نیز میشود.
انتخاب الکترود: الکترود مورد استفاده در جوشکاری باید با نوع ورقهای فلزی همخوانی داشته باشد، زیرا این سازگاری نقش مهمی در استحکام اتصالات دارد. برای مثال، نوع و قطر الکترود باید متناسب با نوع و ضخامت فلز مورد استفاده تعیین شود.
تنظیم دستگاه جوش: دستگاه جوش دارای آپشنهای متعددی است که تغییر هر یک از این موارد میتواند به تغییر نوع اتصال منجر شود. مواردی مانند جریان، ولتاژ و سرعت مشعل باید با توجه به آییننامهها مشخص شوند. عدم رعایت این موارد باعث نقص اتصالات و در نهایت ایجاد یک سازه ناپایدار میشود.

انواع روشهای جوشکاری قوطی پروفیل
برای اتصال قوطی پروفیلها به یکدیگر انواع مختلفی از روشهای جوشکاری مانند روش قوس الکتریکی، روش TIG و روش MIG مورد استفاده قرار میگیرند. برای انتخاب مناسبترین روش جوشکاری قوطی پروفیل، باید عواملی مانند جنس فلز، ضخامت قطعه، نوع اتصال و شرایط محیطی در نظر گرفته شوند. علاوه بر اطمینان از کیفیت و دوام اتصالات جوشکاری شده، رعایت استانداردهای جوشکاری و استفاده از مناسبترین تجهیزات در این فرآیند، امری ضروری است. چند مورد از رایجترین روشهای جوشکاری پروفیل صنعتی را در ادامه شرح میدهیم.
جوشکاری قوس الکتریکی (SMAW)
جوشکاری قوس الکتریکی (Shielded Metal Arc Welding) که به آن جوشکاری با الکترود دستی و جوش برق نیز گفته میشود، یکی از رایجترین و قدیمیترین انواع روش جوشکاری قوطی پروفیل است. این روش برای اتصال ورقهایی با ضخامت بیش از 0.9 میلیمتر مورد استفاده قرار میگیرد. در واقع ورقهای با ضخامت کمتر از 0.9 در این روش ذوب می شوند. در این روش یک قوس الکتریکی بین الکترود پوششدار و قطعه مورد نظر ایجاد میشود. حرارت حاصل شده از این فرآیند، ورق و پوشش الکترود را ذوب میکند. پوشش روی الکترود علاوه بر فلز پرکننده، نقش گاز محافظی برای جلوگیری از اکسید شدن فلز مذاب را هم ایفا میکند. روش قوس الکتریکی به دلیل سادگی، هزینه پایین و قابلیت استفاده در شرایط آب و هوایی مختلف مورد مقبولیت اکثر متخصصان واقع شده است. دستگاه جوش قوس الکتریکی سبک بوده و به راحتی جابجا میشود. این روش برای اتصال قوطی پروفیل سبک و سنگین یک گزینه مناسب است. از طریق جوشکاری قوس الکتریکی میشود برای ساخت پروفیل نبشی اقدام کرد. عملیات جوشکاری امکان اتصال دو نبشی به یکدیگر را نیز فراهم میکند.
جوشکاری TIG
جوشکاری روش TIG با نام آرگون هم شناخته میشود. نام اصلی این روش Tungsten Inert Gas است. در روش TIG از یک الکترود تنگستنی و گاز بیاثر آرگون استفاده میکنند تا قوسی پایدار و با حرارت بالا ایجاد شود. گاز آرگون با ایجاد لایه محافظ به تشکیل یک جوش تمیز و یکپارچه کمک میکند. این روش به دلیل ایجاد کمترین میزان اعوجاج حرارتی، برای ایجاد یک اتصال با دقت بالا بسیار مناسب است. روش TIG برای اتصال فلزات با ضخامت کم و آلیاژهای حساس به حرارت مانند آلومینیوم و استیلهای ضدزنگ استفاده میشود. این مورد را هم باید گفت که دقت این نوع جوش با هزینه آن رابطه مستقیم دارد.

جوشکاری MIG
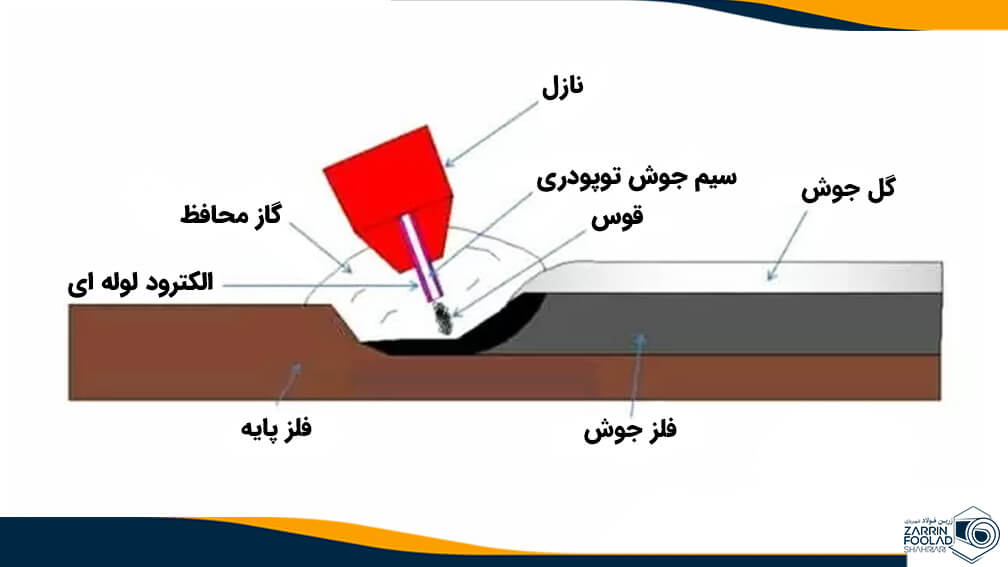
جوشکاری میگ به نام CO2 هم معروف است. در جوشکاری میگ یا Metal Inert Gas از یک سیم جوش پیوسته به عنوان الکترود و از گاز دیاکسید کربن (CO2) یا مخلوطی از آرگون و دیاکسید کربن به عنوان لایه محافظتی استفاده میشود. جوشکاری MIG نسبت به برخی روشهای دیگر، اعوجاج حرارتی کمتری ایجاد میکند. اما ظاهر جوش حاصل از این روش معمولاً دارای برجستگیها و فرو رفتگیهایی خواهد بود. این مورد برای کاربردهایی که ظاهر جوش در آنها اهمیت بالایی دارد خیلی مطلوب نیست. به همین دلیل برای برخی از موارد مانند جوش سازههای داخلی که ظاهر نهایی آنها مهم نیست، روش میگ را بکار میگیرند. یکی از مزایای اصلی جوشکاری MIG بکارگیری سیم جوش پیوسته است. این مورد سرعت جوشکاری را افزایش داده و نیاز مداوم به تعویض الکترود را برطرف میکند. ضمنا تجهیزات مورد استفاده در روش میگ نسبتاً ساده بوده و هزینههای این روش نیز کمتر از برخی روشهای جوش است.

بیشتر بدانید: قوطی پروفیل چیست ؟
نکات مهم در حین جوشکاری
جدا از آمادهسازی ورقها قبل از جوشکاری، تسلط بر تکنیکهای صحیح جوشکاری و رعایت کامل نکات ایمنی هم از عوامل کلیدی در ایجاد اتصالات قوی و پایدار محسوب میشوند. جوشکاری یک فرآیند تخصصی است و پیش نیاز انجام آن، مواردی مانند تجربه و دانش کافی از انواع روشهای جوشکاری و تجهیزات هستند.
- تکنیکهای جوشکاری به دو دسته اصلی تقسیم میشوند. تکنیکهای مربوط به تنظیم دستگاه جوشکاری و تکنیکهای اجرایی این فرآیند. به طور مثال همانطور که گفتیم تنظیم صحیح پارامترهای دستگاه جوشکاری نقش مهمی در کیفیت جوش دارد. علاوه بر این، زاویه قرارگیری مشعل و الکترود نسبت به قطعه مورد نظر هم تاثیر بسزایی بر کیفیت اتصالات خواهد داشت. حرکت دست جوشکار باید روان، یکنواخت و با سرعت مناسب باشد تا از ایجاد نقصهای جوشکاری مانند سوختگی، نفوذ ناقص یا ترکخوردگی جلوگیری شود.
- برای افزایش ایمنی اپراتور در برابر خطرات ناشی از جوشکاری، بکارگیری تجهیزات ایمنی مناسب ضروری است. این تجهیزات شامل لباس کار نسوز، دستکشهای مقاوم در برابر حرارت، کلاه ایمنی ، عینک ایمنی و کفش ایمنی میشوند. تجهیزات ایمنی از پوست و چشمان شما در برابر سوختگی ناشی از جرقهها، اشعه ماوراء بنفش، پرتاب ذرات مذاب و سایر خطرات محافظت میکنند. البته محیط کار هم باید به سیستمهای تهویه مجهز باشد تا دود و گازهای سمی حاصل از فرآیند جوشکاری را به خارج از محیط کار هدایت شود.

کاربردهای جوشکاری پروفیل
همانطور که خدمت شما گفتیم هر یک از روشهای جوشکاری قوطی پروفیل دارای مزایا و محدودیتهای خاص خود بوده و برای کاربردهای مشخصی مناسب هستند. به طور مثال روش قوس الکتریکی به دلیل دقت بالا و تمیز بودن ظاهر جوش، برای اتصالات تزئینی و قطعات حساس یک گزینه عالی است. روش تیگ به دلیل قابلیت کنترل دقیق و کیفیت بالای جوش برای فلزاتی مانند آلومینیوم، استیل و تیتانیوم بهترین گزینه خواهد بود. این روش در صنایع حساسی مانند پزشکی کاربرد گستردهای دارد. جوشکاری MIG به دلیل سرعت بالا، سهولت استفاده و هزینه کمتر، برای جوشکاری با حجم بالا در صنایع مختلف مانند ساخت و ساز و خودروسازی مورد استفاده قرار میگیرد. خمکاری قوطی پروفیل نیز از جمله فرآیندهای پرکاربرد در صنعت است. این فرآیند برای ایجاد اشکال و زوایای خاص در این مقاطع، نقش مهمی در طراحی و ساخت قطعات متنوع دارد.
پیوندی محکم برای سازههای فلزی
در نهایت میتوان نتیجه گرفت که جوشکاری پروفیل یک کار تخصصی است که نیازمند آگاهی، تجربه و تجهیزات مناسب است. با انتخاب بهترین روش جوشکاری قوطی پروفیل، آمادهسازی و رعایت استانداردهای ایمنی میتوان به ساخت سازههایی با استحکام و ایمنی بالا دست یافت.



